【生产线,钢筋切断机批发追求品质】
- 发布时间: 2024-09-29 09:35:05 浏览次数:4
- 产品报价: ¥18000
- 联系人: 赵艳杰
- 公司地址: [通化]老城镇
以下是:【生产线,钢筋切断机批发追求品质】的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
导读 【生产线,钢筋切断机批发追求品质】,吉林省通化市建贸机械 有限公司为您提供【生产线,钢筋切断机批发追求品质】的资讯,联系人:赵艳杰,电话:13298459090、13298459090,QQ:2060712089,发货地:许昌老城镇发货到吉林省 通化市 东昌区、二道江区、辉南县、柳河市、梅河口市、集安市。 吉林省,通化市 6000多年前,通化市就有人类长期稳定居住。清光绪三年(1877年)设治,定名通化。伪满洲国建立伪通化省。民国三十年(1941年),正式建市。通化市是高句丽文化、萨满文化的发源地,高句丽王城、王陵及贵族墓葬是东北地区一处独立申报成功的世界文化遗产;地处东北亚经济圈中心地带,鸭绿江国际经济合作带的核心区。通化具有光荣的革命传统。抗日战争时期,民族英雄杨靖宇领导抗联路军在这里浴血奋战。解放战争时期,这里是“四保临江”战役的主战场。境内有高句丽王城等景点。
【生产线,钢筋切断机批发追求品质】视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【生产线,钢筋切断机批发追求品质】的图文介绍
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。


锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。
锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。
冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作



,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。



对待客户通化建贸机械 有限公司执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 镦粗机价格品牌。



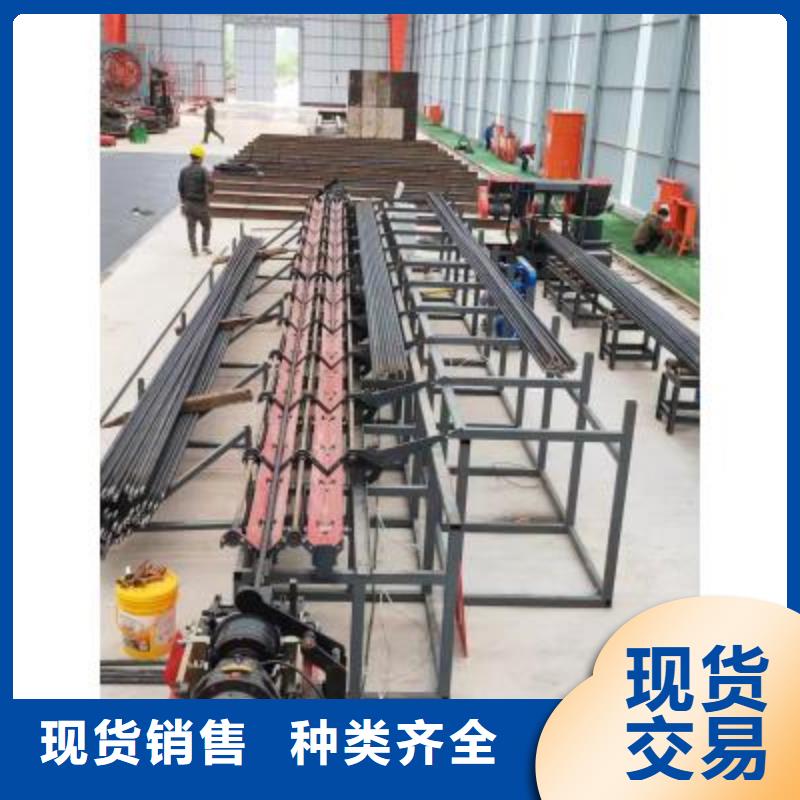
数控钢筋锯切套丝生产线,是一款主要针对于不同钢筋直径、钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。2, 通过变频电机驱动丝杠机构来调整剪切刀口与挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切不同长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用专 用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。



总结 【生产线,钢筋切断机批发追求品质】_吉林省通化市建贸机械 有限公司,固定电话:13298459090,移动电话:13298459090,联系人:赵艳杰,QQ:2060712089,老城镇 发货到 吉林省通化市。